Lesson 4:

¿Cómo se imprime en una impresora 3D?
Pese a que, como hemos visto, existe una gran variedad de impresoras 3D diferentes, el proceso que hay que seguir desde el diseño del modelo hasta que se pone en marcha la impresora es muy similiar en todos los casos. Dicho proceso se puede dividir en seis pasos:
Paso 1: el diseño del modelo.
El proceso comienza con el diseño en un ordenador de la pieza que deseamos imprimir. A los programas informáticos que se utilizan para diseñar modelos se les denomina programas de diseño asistido por ordenado (siglas CAD, del inglés computer-aided design).
Existen muchísimos programas CAD disponibles, desde los más básicos, que suelen ser completamente gratuitos, hasta los más profesionales, cuyas licencias pueden llegar a costar miles de euros. A continuación se muestran cinco ejemplos representativos de programas CAD ordenados de menor a mayor complejidad:
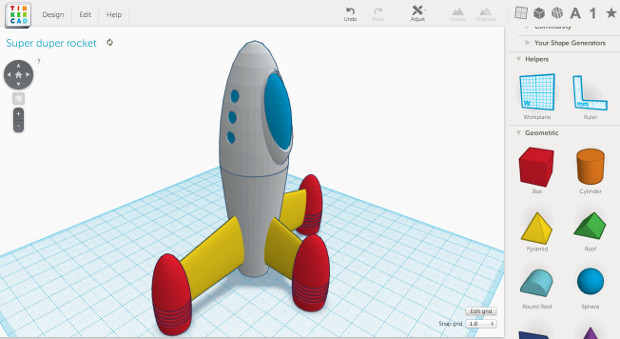
- Tinkercad (https://www.tinkercad.com/): es un programa completamente gratuito y online que permite crear piezas sencillas uniendo diferentes figuras geométricas sencillas: cubos, pirámides, cilindros…
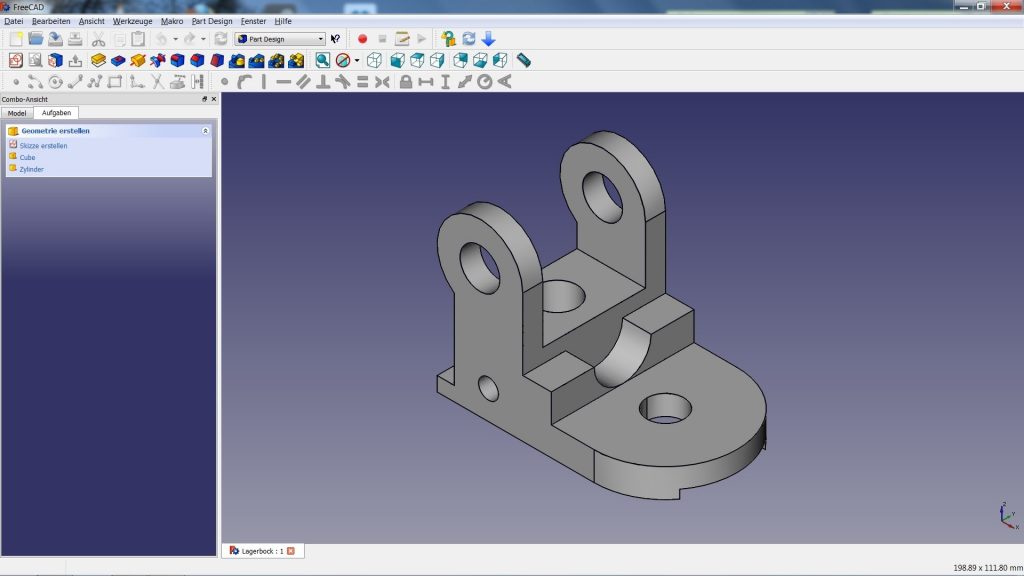
- FreeCad (https://www.freecadweb.org/): es un programa también gratuito, pero que en este caso si requiere instalación en el ordenador. Permite la creación de figuras bastante complejas ya que dispone de una gran variedad de herramientas, aunque también se basa en la colocación de diferentes elementos geométricos en posiciones concretas y con orientaciones determinadas.
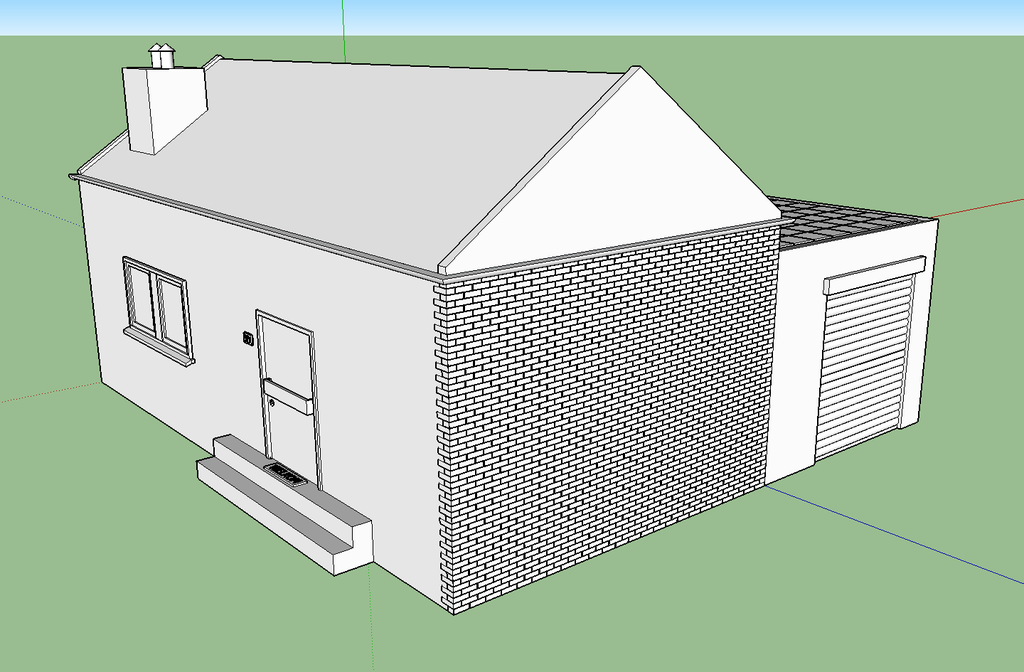
- SketchUp (https://www.sketchup.com/): es un programa con un cierto nivel de complejidad y que es muy utilizado para el diseño de modelos de viviendas y otras construcciones, debido a que dispone de herramientas dirigidas a este tipo de diseños: texturas, colores, sombras, diferentes tipos de materiales… Dispone de una versión online totalmente gratuita (https://www.sketchup.com/plans-and-pricing/sketchup-free) aunque con bastantes limitaciones. Si se desean aprovechar todas las funciones disponibles es necesario instalar el programa, que tiene una licencia gratuita de 15 días.
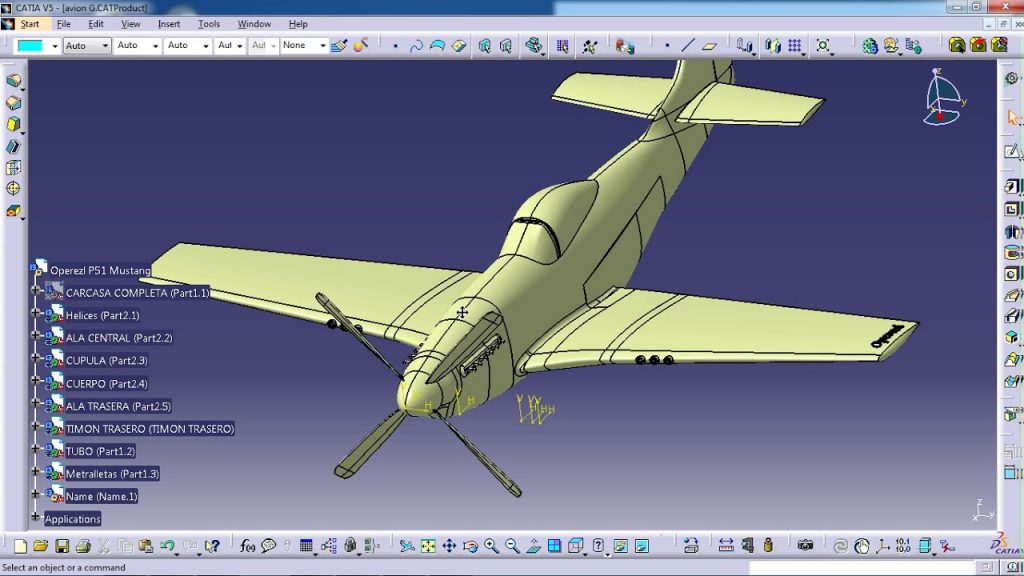
- Catia: es un programa de diseño profesional que se creo originalmente para la industria aeronáutica y que actualmente es muy utilizado por empresas de automóviles como Volkswagen, BMW, Renault, Porsche… La licencia necesaria para su uso es muy cara.
- AutoCAD: también es un programa profesional dirigido principalmente a aplicaciones arquitectónicas cuyas licencias de uso también son muy costosas.

A parte de los programas de CAD vistos arriba existen muchas más opciones disponibles. La elección de uno u otro programa dependerá de la complejidad de la pieza que se desee fabricar y de los conocimientos del diseñador. Para el diseño de piezas muy simples los programas más básicos suelen ser más que suficientes y además son los más fáciles de manejar. A medida que los diseños van ganando complejidad se va haciendo necesario recurrir a programas más completos y de más difícil manejo.
Paso 2: exportar el diseño en un formato de impresión 3D.
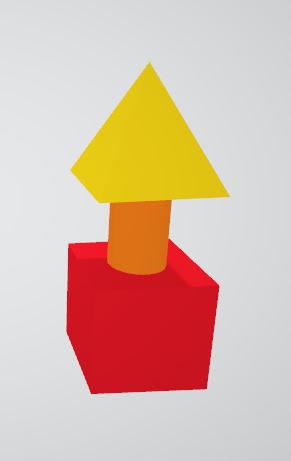
Todo diseño realizado con un programa de CAD, independientemente de su complejidad, al final se reduce a una serie de elementos geométricos (puntos, líneas, planos, superficies curvas…) colocados en una posición determinada. Por ejemplo, en el siguiente diseño de Tinkercad se han colocado un cubo rojo de 20mm de lado, encima un cilindro naranja de 15mm de altura y 10mm de diámetro y encima de este una pirámide cuadrangular amarilla de 20mm de lado y 20mm de altura.
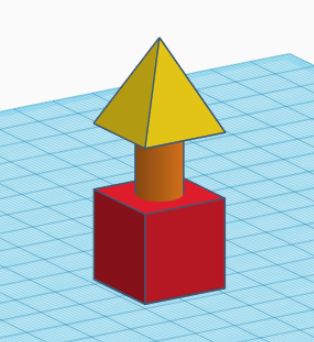
A su vez, esos tres elementos geométricos pueden descomponerse en planos y superficies curvas, por ejemplo, el cilindro está formado por dos caras circulares planas y una superficie curva.
Sin embargo, a una impresora 3D no le interesa saber en qué elementos geométricos se puede descomponer un diseño, lo único que le interesa es conocer cómo es la superficie del modelo de tal manera que pueda imprimirla. Por ese motivo, el siguiente paso, una vez realizado el diseño, es exportarlo en un formato de archivo determinado.
Existen muchos formatos válidos para la impresión en 3D, pero el más extendido es el formato STL. Este formato fue inventado por Chuck Hull, efectivamente, el mismo que descubrió la primera técnica de impresión 3D, la estereolitografía. De hecho, las siglas STL proceden precisamente de la palabra stereolithography.
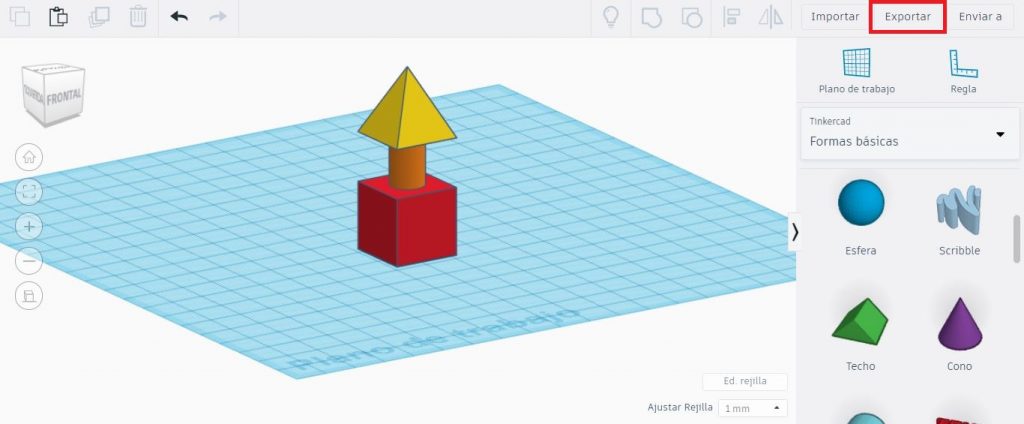
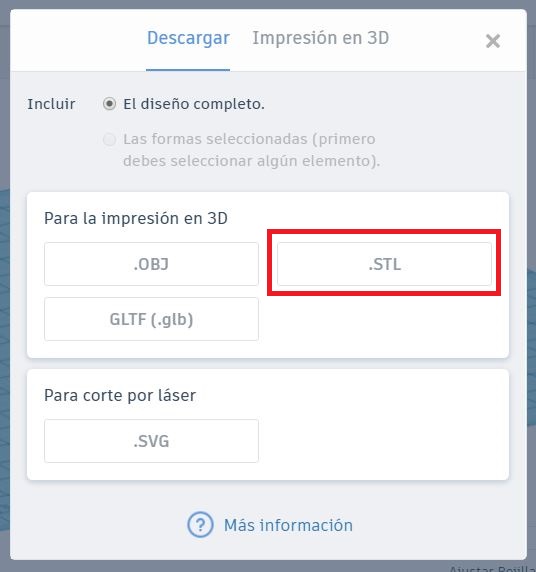
Pues bien, al exportar un diseño realizado en cualquier programa CAD en formato STL lo que hacemos es crear un archivo que sólo contiene la informacion relativa a la superficie del diseño. Lo comprenderás mejor con el ejemplo anterior. Exportar un archivo en formato STL en tinkercad es muy sencillo:
Al abrir el archivo descargado podremos comprobar que nuestro diseño se ha convertido en esto:
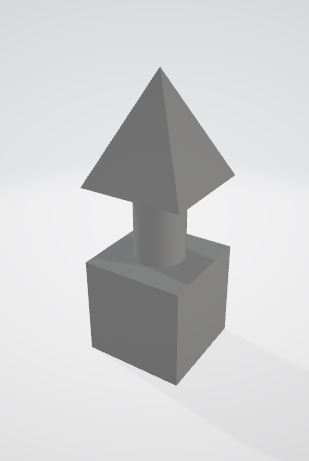
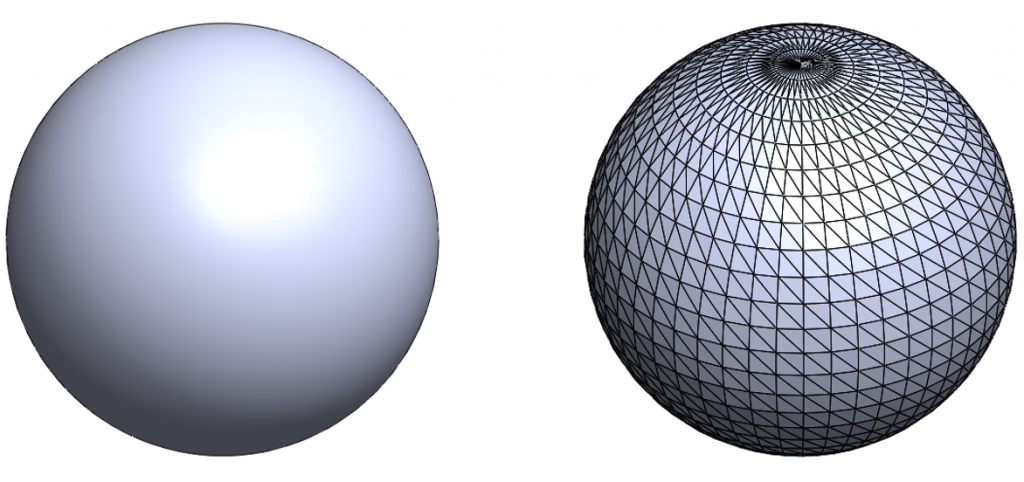
Lo primero que nos llama la atención es que los elementos geométricos han perdido su color. Eso se debe a que la única información que se ha guardado es la de la forma del modelo. Una vez que un diseño es exportado a formato STL nunca más vuelve a ser un conjunto de elementos geométricos adecuadamente colocados, se convierte para siempre en una mera superficie con una forma determinada. En realidad, lo que ocurre al exportar el modelo es que su superficie se convierte en una red de triángulos muy muy pequeños que se asemejan a la superficie original. En el caso de una esfera ocurriría algo así:
Una vez creado el archivo STL ya no es posible realizar modificaciones sobre el diseño. Si por algún motivo deseáramos cambiar el modelo sería necesario volver al programa CAD hacer las modificaciones oportunas y volver a exportar el modelo en formato STL.
Pese a ser el formato más extendido para impresión 3D, el formato STL es el más básico, y existen otras opciones que pueden ser interesantes en algunas ocasiones.
Otro formato muy utilizado es el OBJ. Se trata de un formato que reproduce la superficie del modelo con mayor precisión que el formato STL (porque además de triángulos utiliza otras figuras geométricas) y que, por ejemplo, es capaz de mantener el color de la superficie. El diseño anterior exportado en formato OBJ quedaría así:
Pese a todo, en la mayoría de las ocasiones las impresiones 3D se realizan en un solo color y las propias limitaciones en la precisión de la impresora 3D hacen que las diferencias de calidad entre un formato y otro sean imperceptibles.
Paso 3: importación en el programa laminador.
Como hemos dicho antes, a la impresora sólo le interesa saber qué forma tiene la superficie de la pieza para poder imprimirla. Sin embargo, la información que contiene un archivo STL (u OBJ) es demasiado compleja para que una impresora 3D pueda empezar a trabajar. Sí, lo sé, no son parecen muy inteligentes estas máquinas ¿verdad?
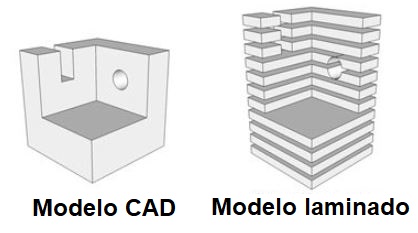
Como has podido ver en la página anterior, todas las impresoras, independientemente del tipo, imprimen los objetos a base de capas. Es decir, imprimen una rebanada de la pieza y a continuación otra encima de esta y así hasta que se completa la impresión.
Por ese motivo, las impresoras necesitan que les proporcionemos el modelo que deseamos imprimir descompuesto en una serie de láminas o rebanadas (el nombre correcto es capas).
Esta tarea la realiza un programa de ordenador que se denomina laminador, en inglés slicer. Existen varios programas laminadores disponibles y de nuevo los hay completamente gratuitos y de pago. El más empleado y que además no requiere licencia se llama Cura (se puede descargar de la página oficial: https://ultimaker.com/software/ultimaker-cura) pero existen otras opciones:

Cura 
Slic3r 
3DprinterOS 
Simplify3D
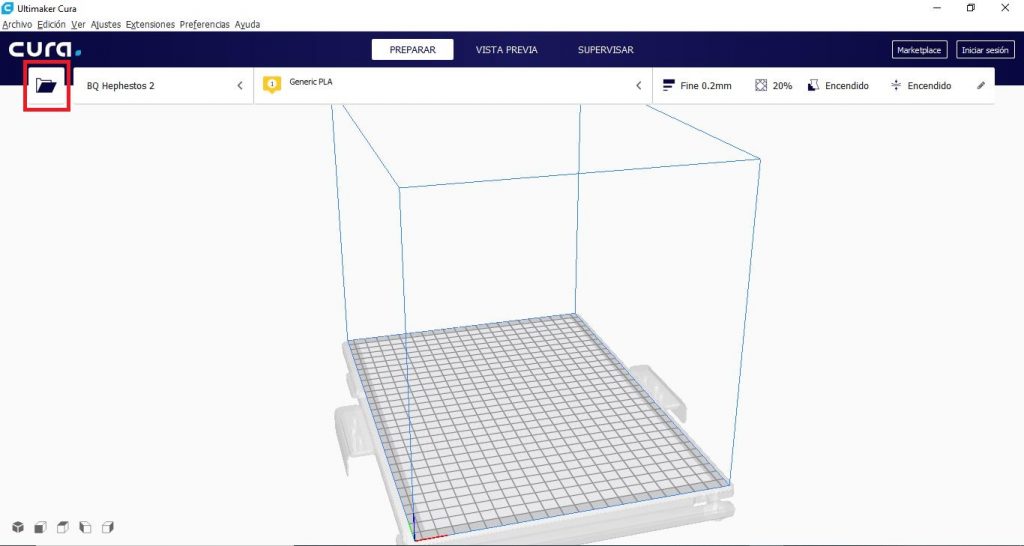
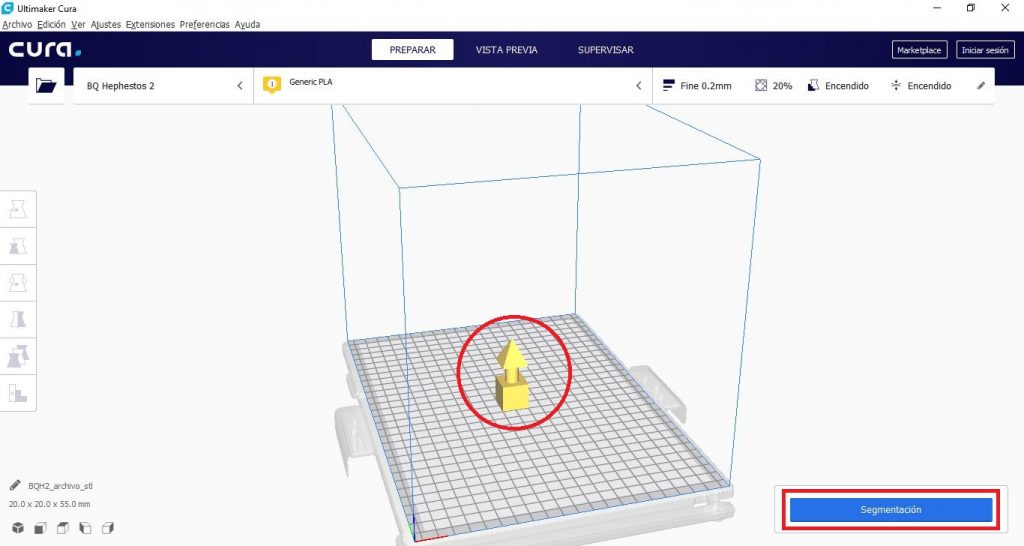
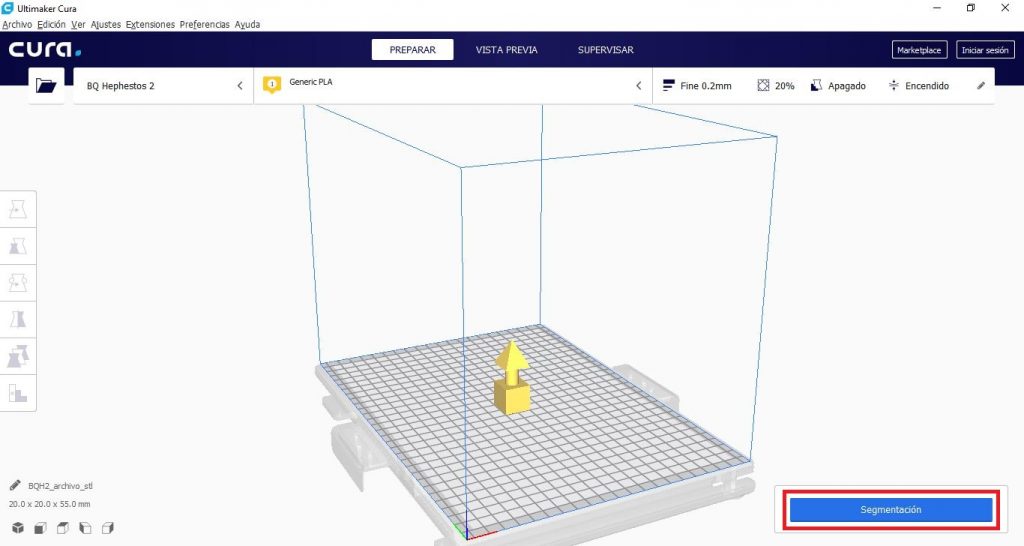
Este paso es muy sencillo, basta con entrar en el programa laminador que hayamos escogido y abrir (importar) el archivo STL correspondiente. La mayoría de los programas permiten directamente arrastrar el archivo STL. Una vez abierto el archivo se mostrará el objeto en el centro de la pantalla y aparecerá un botón (Segmentación) para iniciar la laminación.
Paso 4: selección de los parámetros de impresión.
Antes de llevar a cabo la laminación hay que seleccionar los denominados parámetros de impresión. Aunque en el apartado anterior se ha dicho que la tarea del programa laminador es, como su propio nombre indica, laminar la pieza, esa no es su única función. En realidad, este programa también va a ser el encargado de proporcionar a la impresora una serie de informaciones (parámetros de impresión) que le resultarán fundamentales durante la impresión:
- La temperatura a la que debe calentar el filamento.
- El recorrido que debe seguir el extrusor para desplazarse de una posición a otra.
- La velocidad a la que se debe imprimir la pieza.
- La densidad que debe tener el relleno de la pieza.
- Si se desea que el ventilador funcione o no.
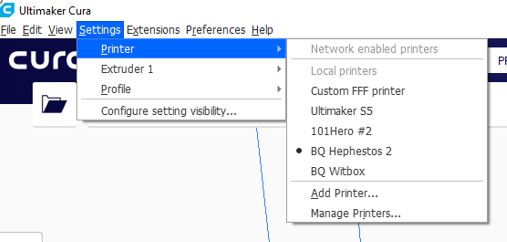
Antes de entrar a modificar los parámetros de impresión, el primer paso, si no lo hemos hecho antes, es comprobar que estamos trabajando con el modelo de impresora en el que se va a imprimir la pieza. Para comprobarlo (en Cura) hay que hacer click en Ajustes – Impresora:
Este paso es fundamental, ya que las dimensiones de los diferentes modelos de impresora son distintos y por tanto la impresión puede resultar defectuosa.
A continuación, se deben ajustar los parámetros de impresión en función del tipo de pieza que queramos imprimir. Es este curso sólo se van a explicar los parámetros básicos que se deben comprobar en cualquier impresión. Para profundizar en el resto de parámetros que se pueden ajustar puedes ver el tema de 3º de ESO (Diseño y fabricación 3D).
Para acceder al menu donde se modifican los parámetros (en Cura) hay que hacer click donde se indica en la imagen:
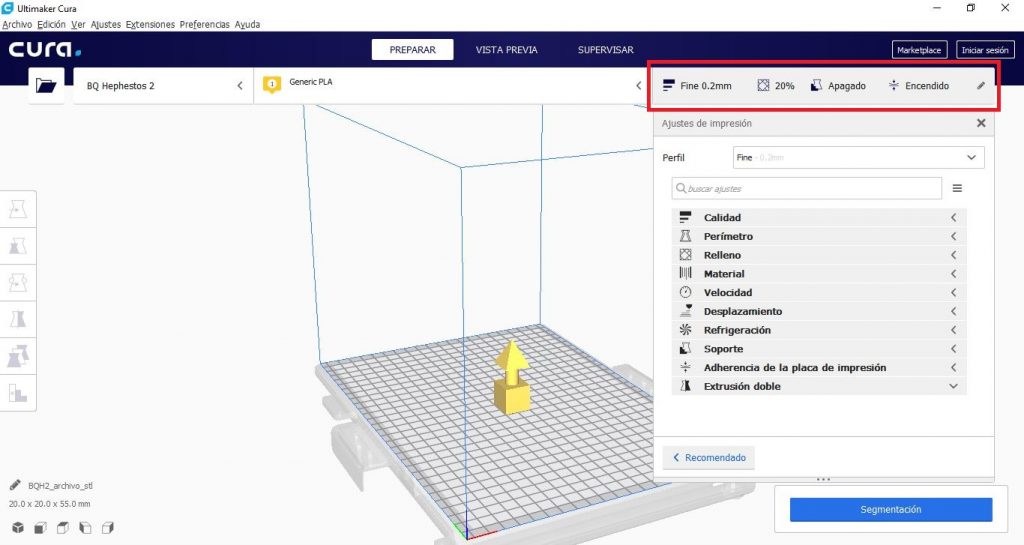
Los diferentes parámetros se agrupan en secciones: calidad, perímetro, relleno, material…
a) El primer parámetro que conviene comprobar es la temperatura de impresión, que es la temperatura a la que se calentará el filamento. Dicho parámetro se puede modificar en la sección: material.
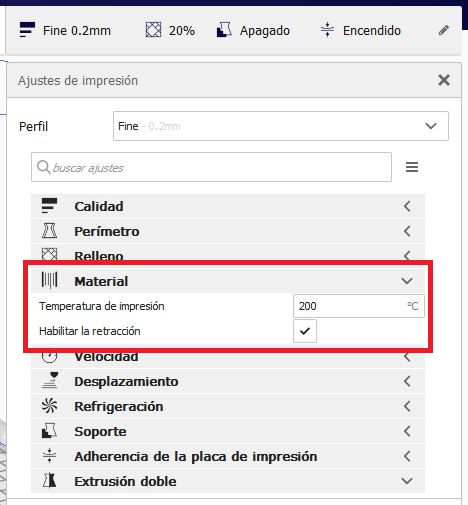
En el caso de impresiones con plástico la temperatura de impresión adecuada suele venir indicada en la caja de la bobina. Si no es así se puede encontrar fácilmente a través de internet. Los valores más empleados para los dos plásticos más frecuentes son:
- PLA: de 190 a 220ºC.
- ABS: de 220 a 240ºC.
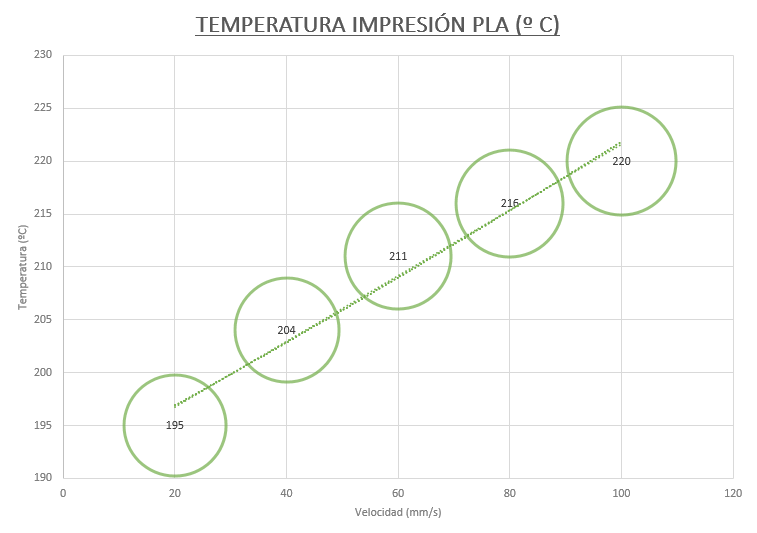
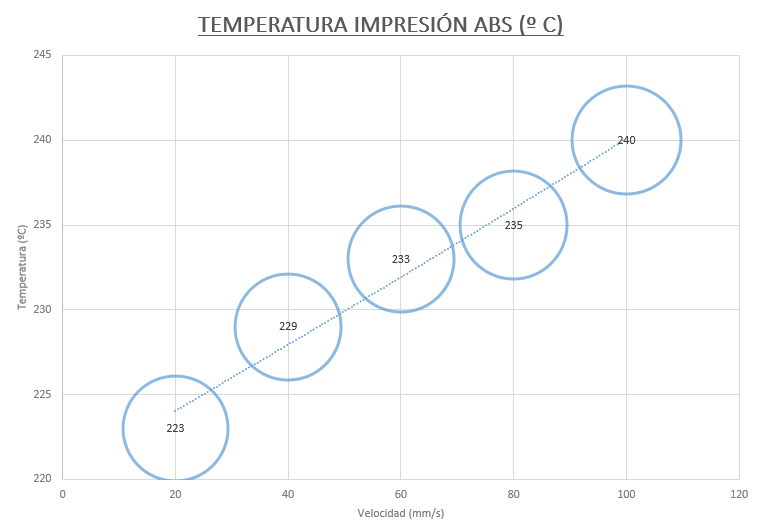
Sin embargo, conviene saber que el valor óptimo de la temperatura depende de la velocidad de impresión que se vaya a emplear:
b) Otro parámetro importante es la refrigeración, es decir, activar o desactivar el ventilador de la impresora.
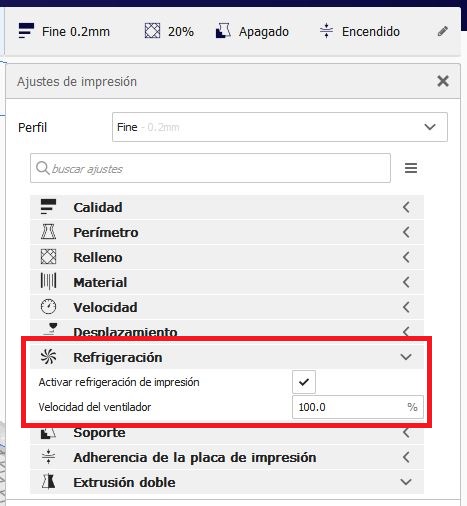
Como se ha explicado anteriormente la función del ventilador es facilitar la solidificación del plástico una vez que este ha sido depositado sobre la pieza. Conviene activarlo cuando se imprime con PLA o polietileno (aunque en este caso conviene que la velocidad no sea la máxima) mientras que si el material utilizado es el ABS el ventilador debe desactivarse, ya que se trata de un material que se enfría lo suficientemente rápido, por lo que la refrigeración del ventilador puede hacer que se enfríe demasiado rápido y se vuelva quebradizo.
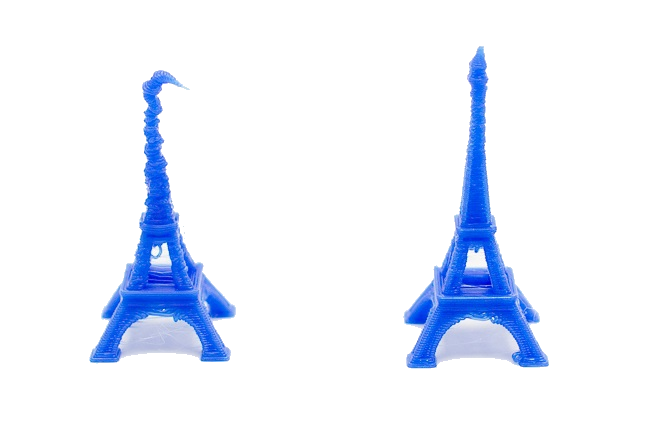
En la siguiente imagen se puede ver la importancia de activar el ventilador en una impresión con PLA. Puede observarse como en la figura de la izquierda la falta de refrigeración ha provocado que el plástico no solidifique a tiempo:
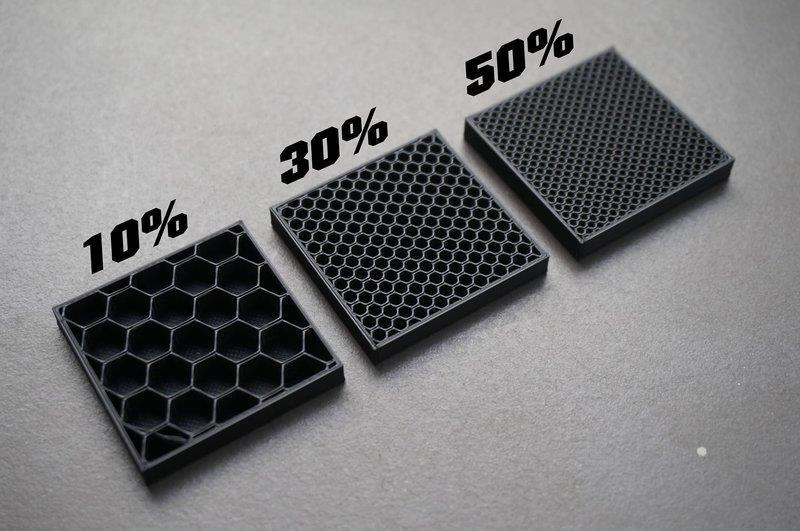
c) En la sección: relleno se puede elegir la densidad de relleno (infill en inglés) con el que se va a imprimir la pieza. Este es uno de los principales parametros ya que de él depende tanto la resistencia de la pieza como su peso.
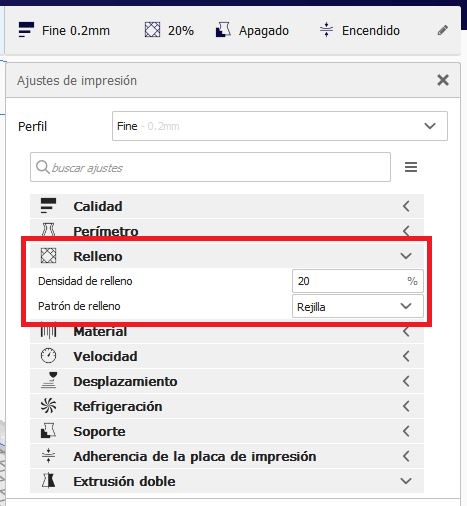
Evidentemente, a mayor porcentaje de relleno mayor será la resistencia de la pieza, pero no es necesario que el relleno sea del 100% (pieza maciza) para que la resistencia sea elevada. Habitualmente porcentajes de relleno de entorno al 20 o 30% son suficientes para imprimir piezas resistentes. Si se precisa una resistencia muy elevada puede convenir elevar ese porcentaje hasta valres del 50% o incluso del 100% en algunos casos, pero no es lo más habitual.
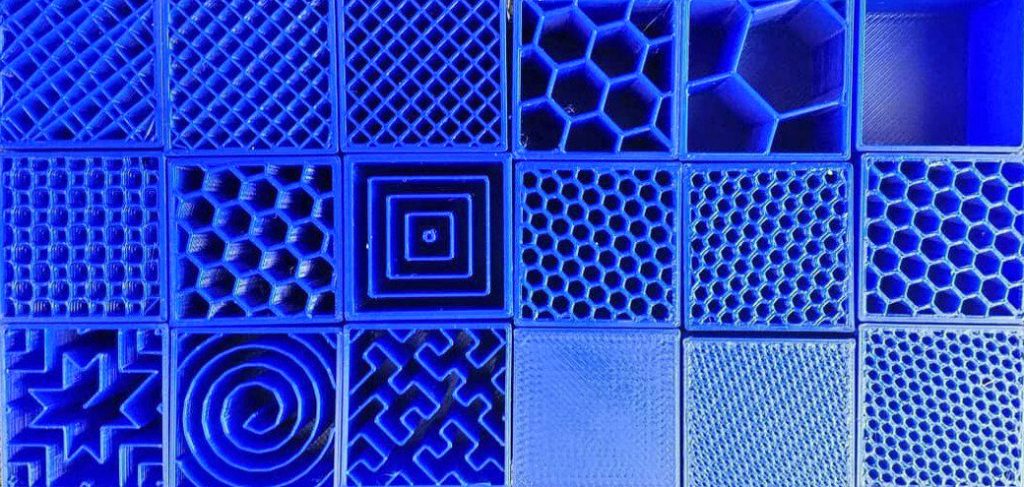
Lo que hacen las impresoras es rellenar el interior de la pieza con una malla cuyo dibujo también se puede elegir (rejilla, triángulos, líneas, cubos…) de tal manera que se proporciona la consistencia necesaria a la pieza. En la siguiente imagen se ven diferentes patrones con los que se puede rellenar el interior de una pieza:
¡IMPORTANTE! En caso de querer conseguir una pieza hueca es importante indicar que el relleno debe ser nulo (0%).
d) El último parámetro que puede determinar que una impresión sea o no exitosa es la presencia de soportes. Este parámetro se puede activar o desactivar en la sección: soporte.
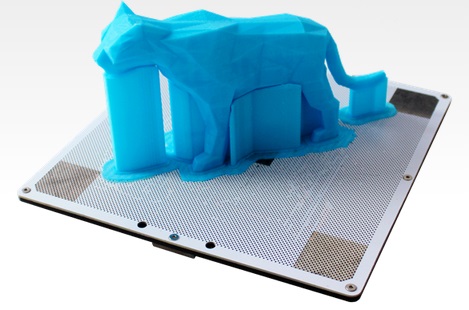
Antes de nada conviene explicar que son los soportes de una impresión 3D. Imagina que quieres imprimir una pieza con alguna parte en voladizo, es decir con alguna parte que no dispone de apoyo en la parte inferior. En ese caso existe el riesgo de que el plástico que deposita la impresora se caiga antes de que llegue a solidificar y que por tanto la impresión sea defectuosa.
En esos casos la solución consiste en que la impresora imprima unos soportes que aguantan en peso del plástico hasta que este solidifica. Una vez que la impresión ha terminado se retiran los soportes (con la mano o con unos alicates) y queda la pieza deseada. Por ejemplo, en la figura de la imagen, si no se hubieran impreso unos soportes para la cabeza, el tronco y la cola del animal la impresión habría sido defectuosa.
Ten en cuenta que en el momento en que una capa de la impresión no es correctamente impresa las siguientes, que deberan apoyarse sobre esta, es difícil que se impriman adecuadamente. Por tanto, si la pieza que se desea imprimir tiene partes en el aire es importante que te acuerdes de habilitar la opción de construir soportes.
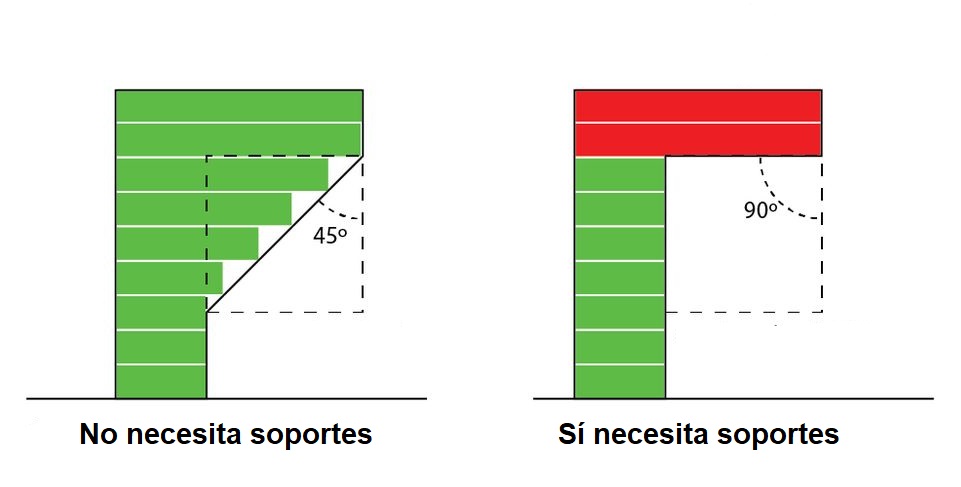
Por último, conviene explicar que dependiendo del ángulo de la parte que va a quedar en voladizo puede no ser necesaria la presencia de soportes. Por lo general, aunque esto depende del tipo de plástico y la temperatura, si el ángulo es menor de 45 grados los soportes no resultan necesarios, ya que las sucesivas capas pueden ir apoyándose en las inferiores:
Los parámetros de impresión explicados son los que resultan fundamentales para garantizar que una impresión se lleva a cabo correctamente. Sin embargo, existe una multitud de parámetros adicionales, que van desde la velocidad a la que se imprime el relleno de la pieza hasta el ancho de la pared (superficie externa) de la pieza, que permiten un control muy preciso del proceso de impresión.
Paso 5: exportación en formato G-code.
Llegamos al último paso del proceso. Una vez que se han seleccionado los parámetros de impresión en el programa laminador sólo falta generar (exportar) el archivo que contiene toda la información que la impresora necesita. Ese archivo tiene un formato concreto: G-code. Que es un formato que la impresora ya puede comprender pues contiene información muy detallada acerca de las posiciones del espacio donde tiene que depositar el material, acerca de la velocidad con la que debe desplazarse en cada momento y otras muchas cosas.
Para obtener ese archivo (en Cura) basta con hacer click en el botón Segmentación y esperar hasta que se finalice la laminación (que no suele durar más que unos pocos segundos):
Tras esto aparecerá la opción de Guardar archivo y lo guardaremos en la tarjeta SD de nuestra impresora.
Paso 6: puesta en marcha de la impresión.
Hasta este punto el proceso de impresión es aproximadamente el mismo independientemente de la técnica de impresión utilizada. Sin embargo, una vez que el archivo G-code es introducido en la impresora para proceder a la impresión los pasos a seguir varían mucho en función del tipo de impresora. Por ejemplo, en una impresora de estereolitografía será necesario rellenar el depósito con la resina líquida que se va a utilizar, mientras que en una impresora de sinterizado láser selectivo habrá que cargar el depósito con polvo metálico.
Por ese motivo, únicamente se van a enumerar los pasos que se deben seguir en una impresora de modelado por deposición fundida (FDM), que son las más comunes.
- Insertar la tarjeta SD (en ocasiones también se puede realizar la impresión directamente desde el programa laminador conectando el ordenador a la impresora con un cable.
- Colocar la bobina de plástico en su soporte.
- Encender la impresora.
- Echar algún producto adhesivo sobre la cama para facilitar que las primeras capas de la impresión queden correctamente fijadas. Si no se dispone de un producto específico algunas marcas de laca para pelo son una buena alternativa.
- Calibrar la base, es decir, colocar la cama (base) de la impresora completamente horizontal y a la altura adecuada. Esta es una operación que no se realiza en todas las ocasiones pero que conviene realizar de vez en cuando. Para realizar la calibración habrá que seleccionar la opción correspondiete en el menú de la impresora. Una vez hecho esto el extrusor de la impresora se dirigirá a las cuatro esquinas (y al centro en ocasiones) de la cama. En cada una de las posiciones habrá que ajustar los tornillos reguladores de la cama para que entre la base y la boquilla se pueda deslizar un papel (ni muy holgado ni muy justo). una vez realizada esta operación con todas las esquinas la cama estará correctamente nivelada. Se puede ver el procedimiento el el siguiente vídeo:
- Cargar el filamento de plástico en el extrusor. Para ello hay que seleccionar la opción Cargar filamento en el menú de la impresora y presionar suavemente hasta que se note que los engranajes están empujando hacia el fusor.
- En caso de que ya haya un filamento introducido en el extrusor no habrá que realizar la anterior operación.
- Si ya hay un filamento introducido pero se desea utilizar otro plástico u otro color, antes de cargar el nuevo filamento habrá que seleccionar la opción Extraer filamento.
- Por último se seleccionará la opción Imprimir en el menú de la impresora y se seleccionará el archivo G-code correspondiente de entre todos los que haya en la tarjeta SD.
- Tras esto, será necesraio esperar un rato hasta que el fusor alcance la temperatura de impresión correspondiente y la impresión se inciará.
- Una vez finalizada la impresión sólo quedará retirar la cama con la pieza pegada y despegarla con una rasqueta teniendo cuidado de no dañarla.